[VIP第1年] 指数:3
[VIP第1年] 指数:3
余热回收的应用领域重工业领域:钢铁厂的高炉煤气余热回收、玻璃熔窑废气余热利用等化工行业:反应热回收、蒸馏过程余热利用发电行业:燃气轮机排气余热回收、电厂循环冷却水余热利用建筑领域:数据中心余热用于区域供热、商场空调系统余热回收交通运输:汽车发动机余热利用、船舶柴油机余热回收余热回收的经济与环境效益实施余热回收项目可带来明显的双重效益:经济效益:通常投资回收期在2-5年,长期可降低20%-30%的能源成本环境效益:减少化石燃料消耗,降低CO2、SO2等污染物排放,助力碳中和目标实现以某钢铁企业为例,通过安装余热锅炉回收高炉煤气余热,年节约标准煤约5万吨,减少CO2排放13万吨,年经济效益达3000万元以上。余热回收规范标准简介。上海余热回收装置

余热是指工业生产过程中产生的、未被当前工艺直接利用的热能,通常通过废气、废水或设备表面散热等形式排放到环境中。根据温度不同,余热可分为:高温余热(>650℃)中温余热(230-650℃)低温余热(<230℃)余热回收即是通过技术手段将这些废弃热能收集并重新利用的过程,其主要在于"能级匹配"原则,即根据余热温度等级选择合适的回收利用方式。
热交换器技术热交换器是余热回收的基础设备,通过传导和对流方式实现热能从废气流向工作介质。常见类型包括:管壳式热交换器板式热交换器热管式热交换器回转式热交换器 上海余热回收原理余热回收哪个性价比高?上海志承告诉您。
余热回收技术:包括热交换技术、热功转换技术和热泵技术。热交换技术通过换热器直接传递热量,是较直接和高效的回收方法。热功转换技术通过提高余热的品位来回收热量,例如利用余热锅炉发电。热泵技术则适用于回收低温余热,通过消耗一部分高质能将低温余热源的热量“泵送”到高温热媒。余热回收设备:常见的设备包括蓄热式热交换器、热管、余热锅炉等。蓄热式热交换器利用蓄热材料储存和传递能量,而热管则通过工质的相变过程传递热量。余热锅炉则用于生产蒸汽或热水,用于工艺流程或供热。
随着科技的迅猛进步,余热回收技术不断创新突破。以下是一些关键技术进展:新型高效的热交换材料:新型高效的热交换材料有望问世,进一步提升热量传递效率,降低设备能耗。智能化控制系统:智能化控制系统将深度融入余热回收设备,依据实时工况调控余热回收过程,实现能源利用的较优化。耦合低温余热回收的热泵储电系统:Steinmann等人于2014年提出将低品位余热与基于ORC的PTES系统结合,研究表明采用潜热蓄热的PTES系统的储能密度可达27.7 kWh/m³。圣力等人利用相变材料作为储能介质建立了热泵储电系统的瞬态数值模型,其模拟结果显示该系统的储能密度达到了182.5 kWh/m³。上海志承告诉您余热回收的应用范围。

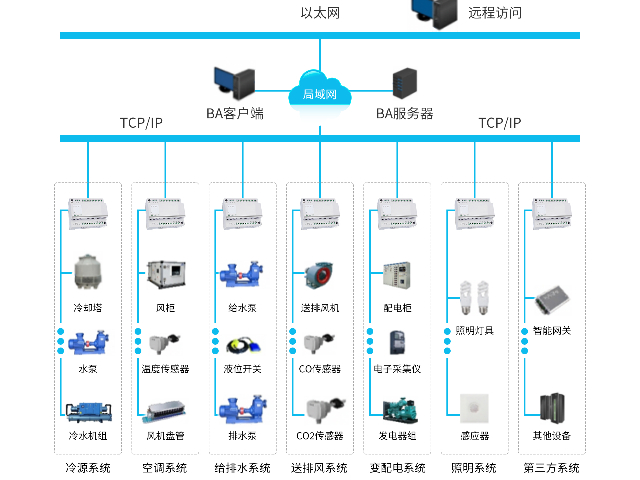
余热回收系统主要由热交换器、蓄热装置、热能转换设备等组成。根据热源温度的不同,可分为高温、中温和低温余热回收系统。高温系统主要应用于钢铁、水泥等行业,回收温度可达650℃以上;中温系统适用于化工、玻璃等行业,回收温度在230℃至650℃之间;低温系统则用于食品、纺织等行业,回收温度低于230℃。这项技术的经济效益十分明显。以一家中型钢铁企业为例,通过安装余热回收系统,每年可节约标准煤约1.2万吨,减少二氧化碳排放3.2万吨,节省能源成本超过800万元。投资回收期通常在2-3年内,具有很高的投资回报率。据统计,应用余热回收技术的企业平均能耗可降低15%-30%。余热回收如何选择?上海志承告诉您。上海质量余热回收
欢迎致电上海志承咨询余热回收。上海余热回收装置
这项技术的经济效益十分明显。以一家中型钢铁企业为例,通过安装余热回收系统,每年可节约标准煤约1.2万吨,减少二氧化碳排放3.2万吨,节省能源成本超过800万元。投资回收期通常在2-3年内,具有很高的投资回报率。据统计,应用余热回收技术的企业平均能耗可降低15%-30%。余热回收技术的环境效益同样引人注目。它不仅减少了温室气体排放,还降低了工业生产对化石能源的依赖。在水泥行业,余热回收系统可将熟料生产过程中的废气温度从350℃降至100℃以下,热回收效率达到30%以上。这意味着每生产一吨水泥可减少约10千克的二氧化碳排放。上海余热回收装置
文章来源地址: http://nengyuan.yinshuajgsb.chanpin818.com/jnsb/qtjnsb/deta_27346968.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。